


Che cos'è uno scrubber chimico e come si sceglie il sistema giusto?
CASA / NOVITÀ / Novità del settore / Che cos'è uno scrubber chimico e come si sceglie il sistema giusto?

Il controllo dell’inquinamento atmosferico è diventato un obbligo ingegneristico fondamentale nei settori manifatturiero, della lavorazione chimica e della gestione dei rifiuti. A depuratore chimico è una delle tecnologie più affidabili disponibili per catturare e neutralizzare gli inquinanti atmosferici pericolosi prima che vengano rilasciati nell'atmosfera. Questo articolo fornisce una panoramica tecnica su come funzionano questi sistemi, come si confrontano con le alternative e cosa dovrebbero valutare i team di approvvigionamento prima di acquistare un'unità.
A depuratore chimico rimuove i contaminanti da un flusso di gas portando tale flusso a diretto contatto con un reagente liquido. Il contaminante viene assorbito nella fase liquida, dove una reazione chimica lo converte in un composto meno dannoso o solubile in acqua. Il gas pulito esce attraverso un eliminatore di nebbia e il reagente esaurito viene ricircolato o scaricato in un sistema di trattamento. Questo processo si basa su tre meccanismi simultanei: trasferimento di massa attraverso l’interfaccia gas-liquido, neutralizzazione chimica e cattura del particolato attraverso l’impatto e la diffusione.
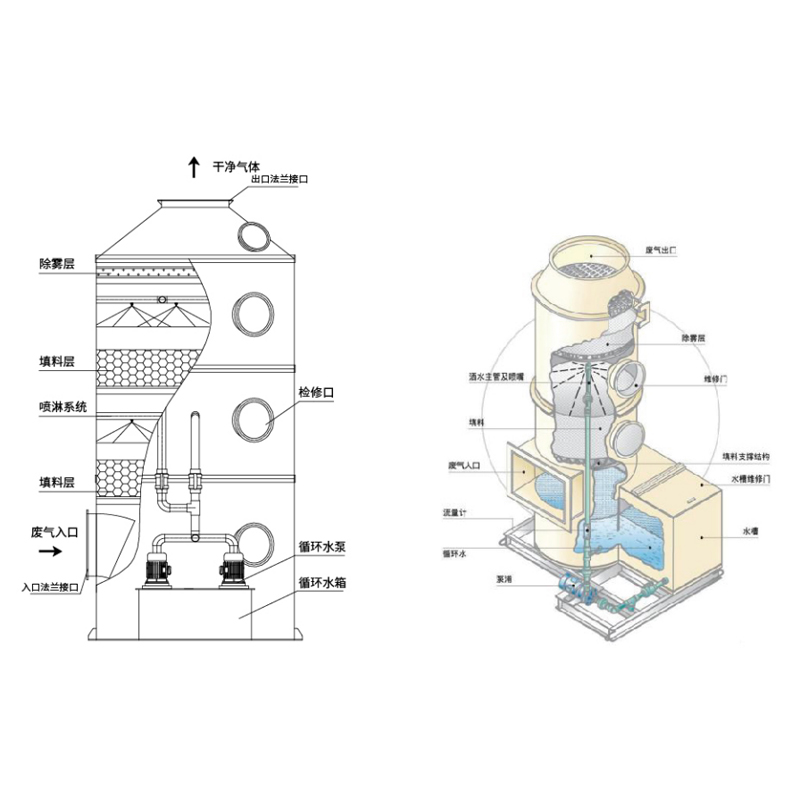
Il progettazione e principio di funzionamento dello scrubber chimico a umido si concentra sulla massimizzazione del tempo di contatto e dell'area superficiale tra il gas carico di sostanze inquinanti e il liquido di lavaggio. Il flusso controcorrente, in cui il gas si muove verso l'alto e il liquido scorre verso il basso, è la configurazione più comune perché garantisce che il gas più pulito venga a contatto con il reagente più fresco. I modelli co-correnti vengono utilizzati laddove la caduta di pressione deve essere ridotta al minimo. I progetti a flusso incrociato vengono applicati quando i vincoli di spazio limitano l'installazione verticale.
La chimica dei reagenti è la variabile di progettazione più critica. I gas acidi come l'acido cloridrico (HCl), l'anidride solforosa (SO2) e l'acido fluoridrico (HF) richiedono reagenti alcalini, in genere una soluzione di idrossido di sodio (NaOH) a concentrazioni del 5-15% in peso. I gas alcalini come l'ammoniaca (NH3) vengono neutralizzati con acido solforico diluito (H2SO4) ad una concentrazione del 5–10%. Alcune applicazioni utilizzano ipoclorito di sodio (NaOCl) o permanganato di potassio (KMnO4) come reagenti ossidanti per il controllo dei vapori organici e degli odori.
Efficienza dello scrubber chimico per la rimozione dei gas acidi varia in base alla solubilità degli inquinanti, alla concentrazione dei reagenti, al rapporto liquido/gas (L/G) e all'altezza di riempimento. Gli scrubber a torre a riempimento ben progettati raggiungono costantemente un'efficienza di rimozione del 95–99,9% per gas altamente solubili come HCl e NH3. I gas meno solubili, come l'SO2, richiedono rapporti L/G più elevati e zone di contatto più lunghe per raggiungere livelli di prestazione equivalenti.
Il table below shows representative removal efficiencies for common pollutants under standard packed tower conditions:
| Inquinante | Reagente | Efficienza di rimozione tipica | Solubilità in acqua (20°C) |
|---|---|---|---|
| Cloruro di idrogeno (HCl) | NaOH (10%) | 99,5% – 99,9% | 720 g/litro |
| Anidride solforosa (SO2) | NaOH (10%) | 95% – 99% | 113 g/l |
| Ammoniaca (NH3) | H2SO4 (5%) | 98% – 99,5% | 900 g/litro |
| Fluoruro di idrogeno (HF) | NaOH (10%) | 99% – 99,9% | Miscibile |
| Solfuro di idrogeno (H2S) | NaOCl/NaOH | 90% – 97% | 3,98 g/litro |
A depuratore chimico vs dry scrubber comparison inizia con la fase del reagente. Gli scrubber a umido contattano il flusso di gas con una soluzione liquida, consentendo la dissoluzione e la reazione ionica. Gli scrubber a secco iniettano un reagente solido in polvere o granulare, comunemente calce (Ca(OH)2) o bicarbonato di sodio (NaHCO3), direttamente nel flusso di gas. La reazione avviene in fase gassosa o su mezzi filtranti. I sistemi a secco producono un sottoprodotto di rifiuti solidi, mentre i sistemi a umido producono un effluente liquido che richiede il trattamento o la neutralizzazione delle acque reflue prima dello scarico.
Ciascuna tecnologia si adatta a diversi profili operativi. La tabella seguente riassume le principali differenze rilevanti per le decisioni sugli appalti industriali:
| Parametro | Scrubber chimico a umido | Scrubber a secco |
|---|---|---|
| Efficienza di rimozione | 95% – 99,9% | 85% – 97% |
| Flusso di rifiuti | Effluente liquido | Rifiuti solidi (torta di filtro) |
| Consumo di acqua | Alto | Nessuno o minimo |
| Intervallo di temperatura operativa | Fino a 60°C (ingresso) | Fino a 400°C (ingresso) |
| Complessità di manutenzione | Medio (pompa, controllo pH) | Basso (rifornimento dei reagenti) |
| Costo del capitale | Da medio ad alto | Da basso a medio |
Il depuratore chimico system for industrial exhaust treatment è impiegato in una vasta gamma di settori. Ciascuna applicazione presenta profili inquinanti e soglie normative distinti che regolano la progettazione del sistema.
Negli Stati Uniti, i sistemi di scrubber devono soddisfare gli standard prestazionali previsti dal Clean Air Act, compresi gli standard MACT (Maximum Achievable Control Technology) per categorie di fonti specifiche. Nell'Unione Europea, la Direttiva sulle emissioni industriali (IED 2010/75/UE) e i relativi documenti di riferimento sulle migliori tecniche disponibili (BREF) definiscono i requisiti minimi di rimozione per settore. I team di approvvigionamento devono confermare che il sistema selezionato soddisfa i valori limite di emissione (ELV) applicabili prima della messa in servizio.
Manutenzione e costi operativi dello scrubber chimico sono determinati principalmente dal consumo di reagenti, dall’energia (pompa e ventola) e dallo smaltimento delle acque reflue. Per una torre compatta di medie dimensioni che gestisce 5.000 m3/h di gas di scarico carichi di HCl, il consumo annuo di NaOH è generalmente di 8.000–15.000 kg, a seconda della concentrazione in ingresso. L'energia di pompaggio a 7,5 kW aggiunge continuamente circa 65.700 kWh all'anno. Il trattamento delle acque reflue o lo smaltimento della neutralizzazione aggiunge un costo variabile a seconda delle normative e dei volumi locali. La spesa operativa annuale totale per questa scala rientra comunemente nell’intervallo tra 18.000 e 45.000 dollari, esclusa la manodopera.
Una torre a riempimento utilizza mezzi di riempimento strutturati o casuali per creare un'ampia superficie di contatto gas-liquido all'interno di un recipiente compatto. Ciò produce una maggiore efficienza di trasferimento di massa per unità di volume. Uno scrubber a spruzzo utilizza ugelli per generare goccioline liquide che entrano in contatto direttamente con il flusso di gas. Gli scrubber a spruzzo sono più semplici e meno soggetti a intasamenti dovuti a flussi carichi di particolato, ma raggiungono un'efficienza di rimozione inferiore per i gas solubili rispetto alle torri a riempimento a portate equivalenti.
Sì, con limitazioni. Uno scrubber a stadio singolo può gestire più inquinanti se condividono un reagente compatibile. Ad esempio, uno scrubber NaOH può assorbire contemporaneamente HCl, SO2 e HF. Tuttavia, quando gli inquinanti target richiedono reagenti chimicamente incompatibili – come un gas acido e un gas alcalino nello stesso flusso – è necessario uno scrubber a due stadi con circuiti di reagenti separati. La prima fase neutralizza una classe di inquinanti; il secondo gestisce l'altro.
La durata del mezzo di imballaggio dipende dall'ambiente chimico, dal carico di particolato e dal materiale di costruzione. L'imballaggio casuale in polipropilene (PP) utilizzato in servizi acidi o alcalini dura in genere 5-10 anni prima che incrostazioni, deformazioni o incanalamenti significativi riducano l'efficienza. L'imballaggio in PVC ha una durata simile ma non è adatto a temperature superiori a 60°C. L'imballaggio strutturato nel servizio di gas pulito può durare 10-15 anni. Si consiglia un'ispezione visiva annuale; la sostituzione viene attivata quando la caduta di pressione aumenta di oltre il 20% rispetto al valore di progetto di base senza una causa identificabile, come un blocco temporaneo.
Richiedi una chiamata oggi






